





压力容器封头的标准
2013-08-22 10:42:00
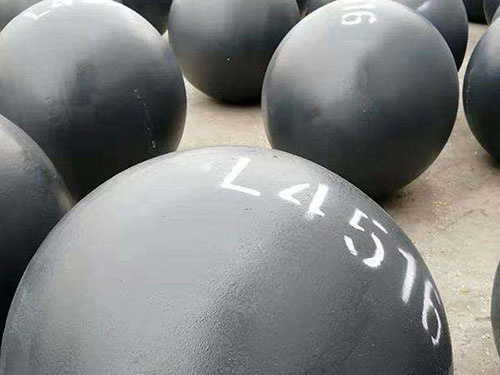
GB150及有关椭圆封头 标准的厚度定义不甚合理,主要体现在容器和封头成形后的厚度要求上,对凸形封头和热卷筒的成形厚度要求不得小于名义厚度减钢板负偏差(δn-C1),由此可能导致不锈钢封头设计和制造两次在设计厚度的基础上增加厚度以成形厚度。为此,曾经提出了小成形厚度的概念:"热卷圆筒或凸形封头加工成形后需的厚度,封头价格其值不小于设计厚度"。也就是说设计者应在图纸上标注名义厚度和小成形厚度(即设计厚度δd),这样使得制造单位可根据制造工艺和原设计的设计圆整量决定是否再加制造减薄量。这种厚度的定义和标注是目前压力容器界的流行方法,有其合理性,但在我国现行标准中有以下两个问题需解决。封头是压力容器重要的受压元件,其质量直接关系到压力容器的性。自60年代开始,我国陆续制定了一些封头标准,有的业已经过修订,如按结构型式分类的 IB576-64《碟形封头》、JB/T4737-95《椭圆形封头》、JB/T4738-95《90° 折边锥形封头》、JB/T4739-95《60° 折边锥形封头》和按成形方式分类的 JB/T4729-94《旋压封头》。
这些标准对我国压力容器用封头的设计、制造、检验和验收,都起到过重要的作用,但也存在着分类方法不统一、标准内容相互不协调等问题。:1999年5月~2000年9月,根据压力容器标准化技术委员会(容标委)标准制修订计划要求,容标委制造分会组织合肥通用机械研究所、岳阳石油化工总厂机械厂、齐鲁石油化工公司机械厂、等单位共同制订了取代上述封头标准的统一的压力容器用封头标准,这就是JB4746《钢制压力容器用封头》。
上一篇:注塑机的节能改造及新的技术研究
下一篇:平板振动夯压实原理的研究与实践
