






下水道返味的原因
下水管返味问题在现在的装修中很普遍,一直未能很好解决, 卫生间返味大部分是因为地漏,有的地漏还会发生污水返溢及滋生小虫等问题。地漏是连接住宅中排水系统与室内地面
09-02
2013
304不锈钢方管的理论重量计算公式
(边宽43.14-厚度)厚度0.02491 (密度) 密度值7.93 适用于 201 202 301 302 304 304L 305 321 密度值7.75适用于 405 410 420 密度值7.98适用于 309S 310S 316S 316 316L 347
09-01
2013
GB/T12459--2005标准中管帽需求极限壁厚
按GB/T 12495-2005标准中的图9管帽和表11管帽尺寸,在这个表的底部有a和b两条注明。 应理解为表中所列E尺寸属于壁厚尺寸,设计制造的尺寸不能小于表中的E尺寸,只允许尺寸在E到
09-01
2013
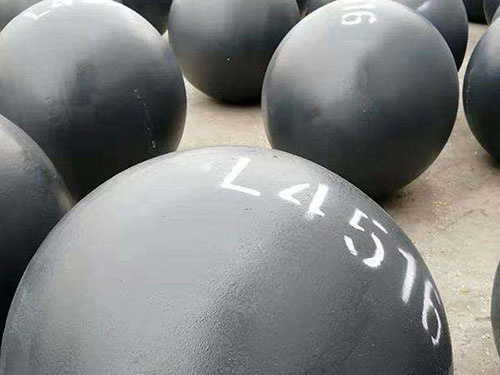
球形管帽封头的下料
球形管帽 封头其具体方法是:用划针座紧靠封头直边外侧,此时划针与封头外表面应留的间隙l;划针围绕封头转一周,在转圈过程中注意划针与封头表面间隙l的大小变化,并从
08-31
2013
三通的加工方法
一、锻压法 用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。 二、冲压法 在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 三、滚
08-31
2013
